


















Автоматизация давно стала нормой в проектировании, но на этапе производства сложного архитектурного декора по-прежнему доминирует ручной труд, который стоит дорого и занимает много времени
В VividForms решают эту проблему, применяя нестандартный подход к формообразованию из бетона.
Текст: Евгений Мерзляков Фото: из архива Сергазы Нарынова
Директор компании Сергазы Нарынов — предприниматель с 25-летним стажем в области машинного зрения и робототехники. Будучи сыном известного архитектора Сакена Нарынова, он объединил технологии искусственного интеллекта и пространственных измерений для создания сложных параметрических бетонных элементов. Сергазы также выступает экспертом в области внедрения бионики в архитектуру, а результаты применения новых технологий формообразования уже можно увидеть на фасадах Алматы в виде крупноформатных бетонных барельефов.
Мы поговорили с Сергазы о том, как на практике работает технология «человеческого 3D-принтера», смогут ли промышленные роборуки полностью заменить труд дипломированных скульпторов и с какими инженерными вызовами сталкивается производство на стыке IT и тяжелых материалов.
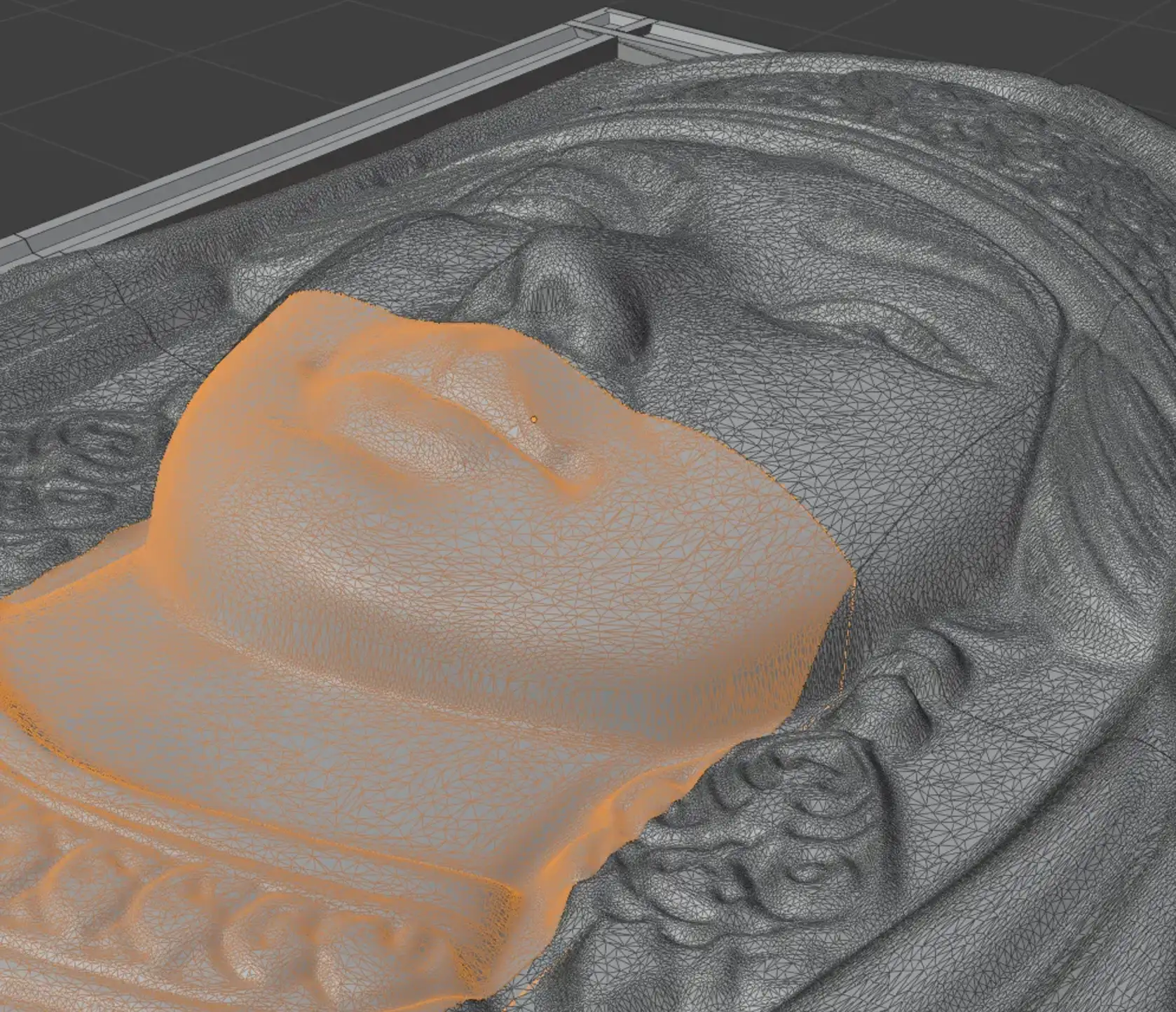
Расскажите, как именно программа переводит 3D-модель в цветовую карту для оператора проекционного стола?
— Принцип работы основан на классическом подходе «от цифровой модели к физическому объекту», но реализованном принципиально иначе, чем в традиционной 3D-печати. Наша технология защищена патентами и является казахстанской разработкой.
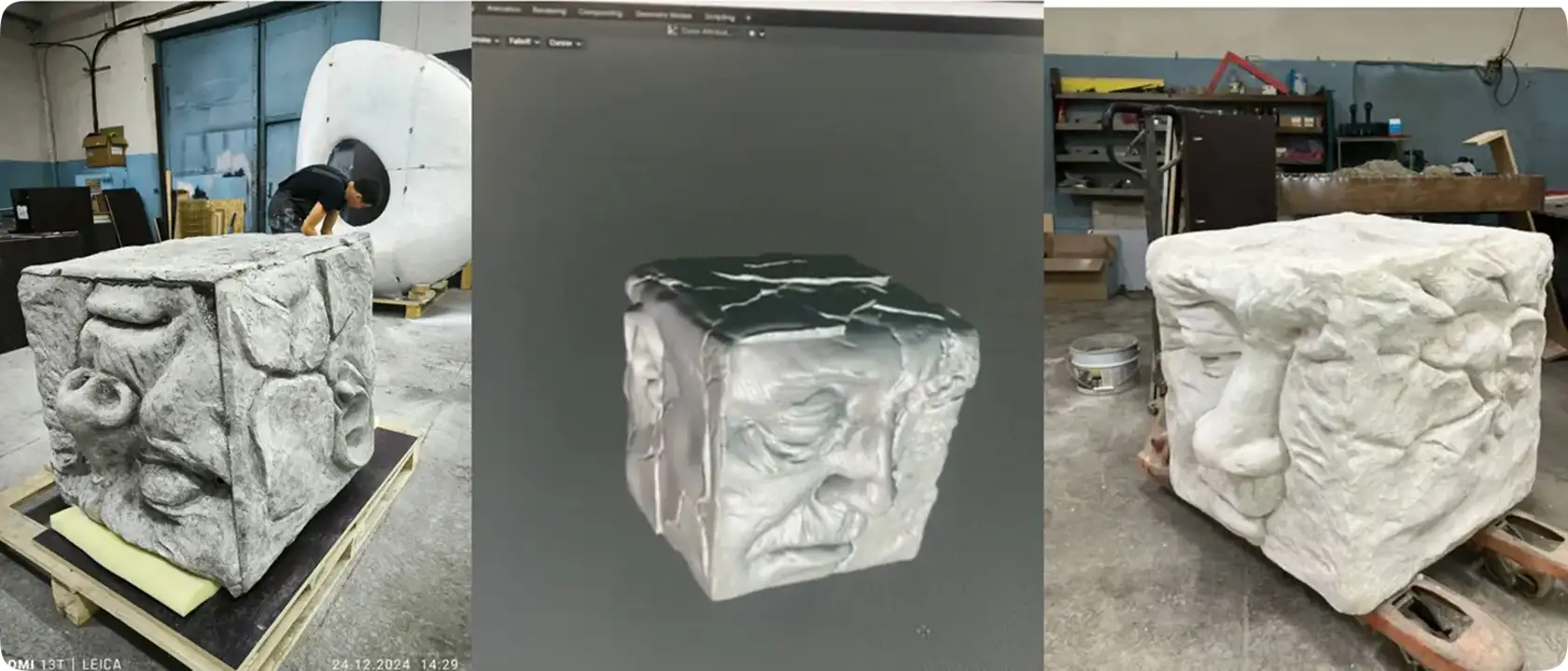
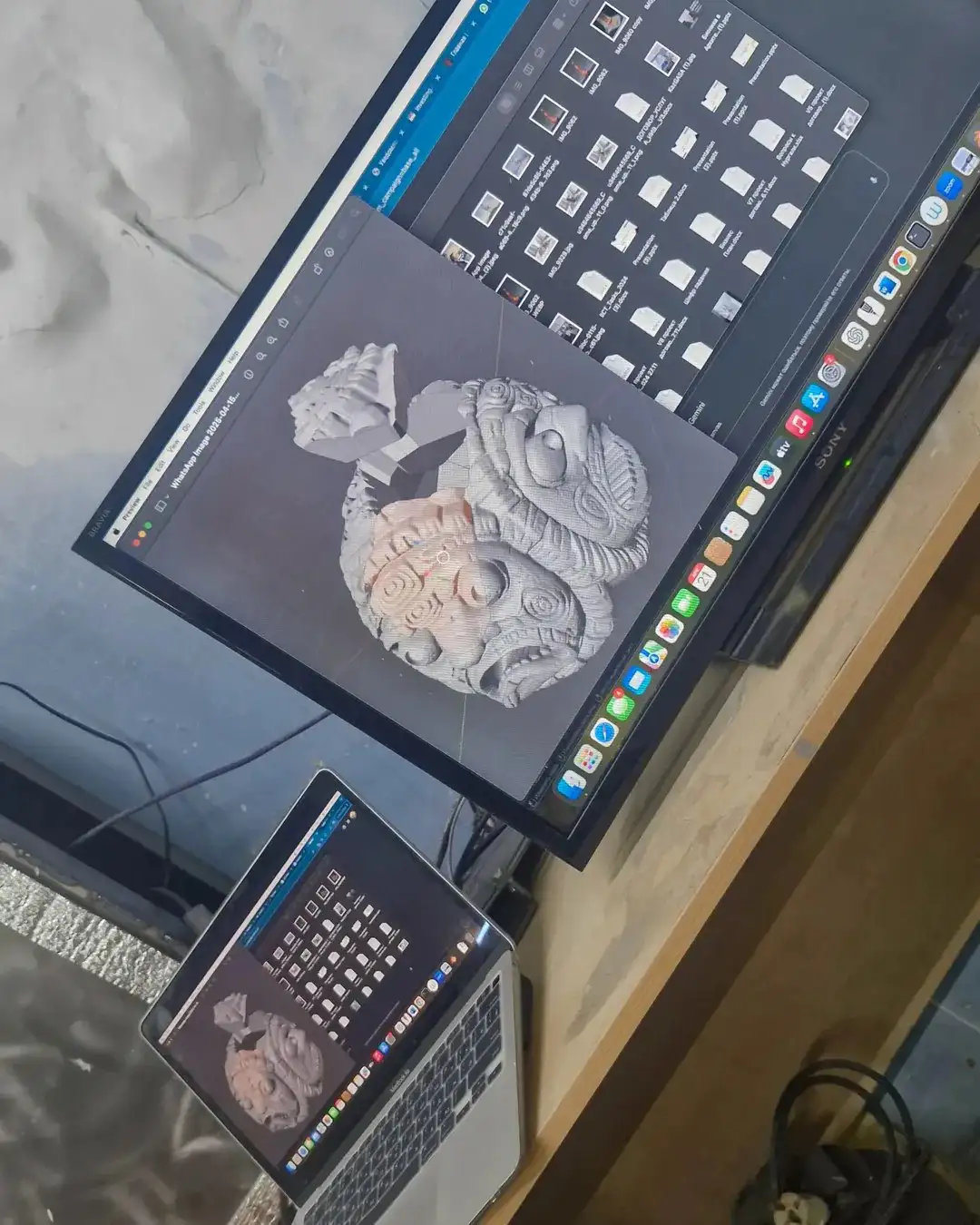
Цифровая 3D-модель обрабатывается нашим программным обеспечением, которое «нарезает» её на слои высот и формирует визуальную проекцию — своего рода карту рельефа, понятную оператору. Проектор высвечивает эту карту прямо на рабочую поверхность в масштабе 1:1. Оператор видит, где и сколько материала нужно добавить или убрать, и работает руками по этой проекции. Система периодически выполняет фотограмметрическую съёмку, сравнивает текущее состояние объекта с эталонной моделью и обновляет проекцию, подсвечивая зоны, требующие коррекции.
Это итеративный процесс: каждый цикл приближает изделие к цифровому оригиналу. Детали алгоритмов обработки и обратной связи являются нашей проприетарной разработкой.
Насколько высока точность такого метода по сравнению с традиционной лепкой и отливкой?
— Точность нашего метода существенно выше ручной лепки «на глаз» и сопоставима с отливкой в форму. При традиционной ручной лепке скульптор ориентируется на собственное чутьё и измерительные инструменты — линейки, кронциркули, шаблоны. Наша система даёт объективную цифровую обратную связь по всей поверхности одновременно, что исключает субъективные ошибки восприятия. Практическая точность составляет единицы миллиметров для крупных форм, что более чем достаточно для архитектурного декора и скульптуры. При этом, в отличие от отливки, мы не ограничены формами — можем создавать геометрию любой сложности без изготовления дорогостоящей оснастки.



Это скорее демократизация скульптурного ремесла,
а не его замена
Вы упомянули, что оператору не обязательно быть дипломированным скульптором. Означает ли это, что процесс больше напоминает алгоритмичную сборку, чем творчество?
— Это скорее демократизация скульптурного ремесла, а не его замена. Творческий процесс, создание самой 3D-модели, остаётся полностью за художником и дизайнером. А вот перевод модели в физический объект больше не требует десятилетий скульптурной практики. Представьте аналогию: композитор сочиняет музыку, а воспроизвести её может оркестр по нотам. Наша проекционная система, это «ноты» для скульптуры. Оператору нужны базовые навыки работы с материалом и внимательность, но не классическое скульптурное образование. Это снимает кадровую проблему, найти хорошего лепщика в Казахстане крайне сложно, а обучить оператора нашей системы можно за несколько недель.
Относительно технологии лепки роборуками, это будет полная замена ручному труду или они будут выполнять только определённый этап работы?
— Роботизация у нас — это не замена человека, а расширение его возможностей. Робот выполняет рутинные, физически тяжёлые и монотонные операции: формирование основных объёмов, равномерное нанесение или снятие материала по заданным траекториям. Это задачи, где нужна точность и повторяемость, но не творческое решение. Человек остаётся в контуре — он контролирует процесс, задаёт параметры, при необходимости вмешивается в финишную обработку. По нашему видению, оптимальная модель — гибридная: робот берёт на себя 70–80% объёма работ, а человек доводит результат. Конкретное распределение зависит от сложности изделия.

Для архитекторов это означает свободу в проектировании
Позволяет ли ваша технология обходить ограничения традиционной отливки в опалубку при создании сложной геометрии?
— Да, и это одно из ключевых преимуществ. Традиционная отливка требует изготовления формы, а форма накладывает серьёзные ограничения: нужны уклоны для извлечения изделия, невозможны глубокие поднутрения 1 без разъёмных форм, крупные объекты требуют сложной многосоставной оснастки. Стоимость форм для единичных скульптурных изделий может превышать стоимость самого изделия. Наш метод формирует изделие напрямую — без промежуточной оснастки. Мы можем создавать рельефы с глубокими выемками, нависающими элементами, органическими формами — всё, что было бы невозможно или нерентабельно отлить в традиционную форму. Для архитекторов это означает свободу в проектировании фасадного декора без оглядки на производственные ограничения.

Насколько ваш материал и метод подходят для архитектурной реставрации и воссоздания утраченных элементов исторических зданий?
— Это одно из перспективных применений нашей технологии. Реставрация всегда начинается с документирования — и здесь фотограмметрия позволяет создать точную цифровую модель сохранившихся элементов. На основе этих данных, архивных фотографий и чертежей можно реконструировать утраченные фрагменты в цифре. Далее наша система воспроизводит их в материале. Cтеклофибробетон (GFRC), один из наших основных материалов, широко применяется в реставрации по всему миру. Он легче натурального камня в 3–4 раза, что снижает нагрузку на исторические конструкции, при этом визуально неотличим и обладает сроком службы более 50 лет. Мы видим большой потенциал этого направления в Центральной Азии, где существует значительный фонд исторических зданий, нуждающихся в восстановлении.

В чём вы видите главное преимущество 3D-печатного бетона в интерьере перед гипсовыми 3D-панелями или полиуретаном?
— Важно уточнить: наша технология — это не классическая 3D-печать бетоном (послойная экструзия), а формование с цифровым контролем. Но если говорить о преимуществах наших бетонных и композитных материалов перед гипсовыми панелями и полиуретаном — их несколько. Во-первых, долговечность: GFRC и полимербетон служат десятилетия без деградации, тогда как гипс хрупок, боится влаги, а полиуретан стареет и желтеет. Во-вторых, пожаробезопасность — бетон не горит, что критично для общественных пространств. В-третьих, тактильность и визуальная «честность» материала: современные архитекторы и дизайнеры ценят натуральность фактуры. И наконец — уникальность. Гипсовые и полиуретановые панели серийные, наши изделия создаются по индивидуальному проекту без ограничений формы.



Используете ли вы специальные облегчённые смеси или фибробетон, чтобы снизить весовую нагрузку на конструкции при монтаже крупных настенных панно?
— Да, оптимизация веса — обязательная часть нашей инженерной работы. Мы используем несколько подходов. Основной материал — GFRC (Glass Fiber Reinforced Concrete), стеклофибробетон, который в 3–4 раза легче обычного бетона при сравнимой прочности. Толщина стенки наших изделий обычно составляет 10–15 мм, что даёт вес порядка 20–25 кг на квадратный метр. Для сравнения: аналогичный элемент из обычного бетона весил бы 60–100 кг. Для особо крупных и сложных элементов мы используем каркасы из лёгких материалов с последующим нанесением тонкостенной GFRC-оболочки. Также работаем с полимербетоном и аналогами Jesmonite 2, где это оправдано конкретной задачей. Вопрос веса всегда прорабатывается совместно с конструкторами здания на этапе проектирования.

Насколько масштабируема технология проекционных столов для крупных фасадных проектов по сравнению с конвейерным заводским производством?
— Наша технология занимает другую нишу, чем конвейерное производство. Конвейер оптимален для тысяч одинаковых элементов — например, типовых фасадных панелей. Наше преимущество — в изготовлении уникальных и малосерийных изделий сложной формы, где конвейер экономически нецелесообразен. При этом масштабирование заложено в саму концепцию: можно параллельно работать на нескольких проекционных столах, увеличивать площадь рабочей зоны, распределять элементы крупного проекта между операторами. Для фасадного проекта, где, скажем, нужно 50 уникальных рельефных панелей, — наш метод будет и быстрее, и дешевле, чем изготовление 50 индивидуальных форм. А роботизация следующего поколения позволит существенно увеличить производительность, не теряя гибкости.
Вы упомянули работу над декором для значимых проектов в городе. Можете ли вы описать характер этих изделий — это паблик-арт, фасады или интерьеры общественных пространств?
— Наш портфель охватывает все три направления. Мы работали над декоративными элементами для объектов гостеприимства — отелей и ресторанов, где создавали рельефные панно и скульптурные композиции для интерьеров. Выполняли заказы по фасадному декору — декоративные элементы, карнизы, обрамления, выполненные в различных архитектурных стилях. Есть опыт работы с крупными тематическими рельефами для общественных пространств. К сожалению, все конкретные объекты я не могу называть без согласования с заказчиками, но география наших проектов охватывает Алматы и другие города Казахстана. Мы открыты к проектам любого масштаба — от декоративного элемента в частном интерьере до комплексного оформления фасада.



Наша стратегия — максимально автоматизировать рутинные и трудоёмкие операции, освобождая людей для творческих и инженерных задач
Как вы видите развитие вашего производства после окончания грантовой программы: это будет полностью автоматизированная фабрика или мастерская с сохранением доли ручного труда?
— Мы видим будущее как гибридное производство, сочетающее цифровые технологии с мастерством человека. Полная автоматизация в нашей сфере — это утопия, потому что каждый архитектурный проект уникален, и всегда есть этапы, требующие человеческой оценки и адаптации. Наша стратегия — максимально автоматизировать рутинные и трудоёмкие операции, освобождая людей для творческих и инженерных задач. Грантовая программа — это старт технологического цикла, но не его конец. Мы развиваем технологии поэтапно, каждый следующий уровень автоматизации внедряется по мере подтверждения эффективности предыдущего. Конечная цель — производство, способное выполнять проекты любой сложности с предсказуемым качеством и сроками, оставаясь при этом достаточно гибким для индивидуальных заказов.



![]()
Notes:
- Поднутрение (undercut<) — это конструктивный элемент детали, углубление или выступ на поверхности, который препятствует её прямому извлечению из пресс-формы по оси движения. Такие элементы требуют использования сложных разборных форм и удорожают производство. ↩
- Jesmonite (Джесмонит) — это экологически чистый композитный материал, состоящий из акриловой смолы на водной основе и минерального наполнителя (гипса). ↩





